Sensor Application Fields
From industrial production lines to petrochemical plants, from energy stations to smart agricultural greenhouses — sensor technology is driving intelligent transformation across industries

Application Fields Overview
Sensor technology has become the foundation of modern industry and intelligent living, widely used in various fields to provide critical perception capabilities for systems
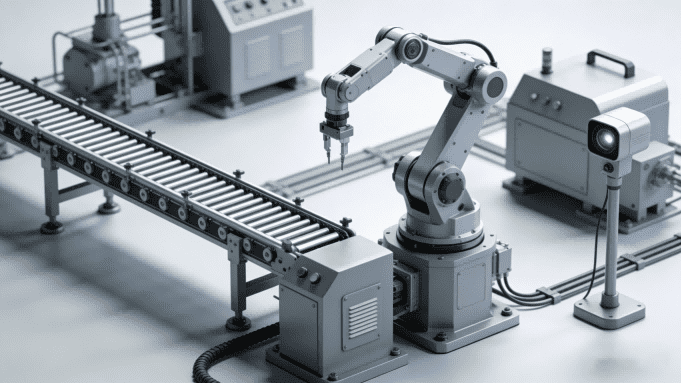
Industrial Automation
In industrial production, sensors are used to monitor and control various parameters, improving production efficiency and product quality
Learn More →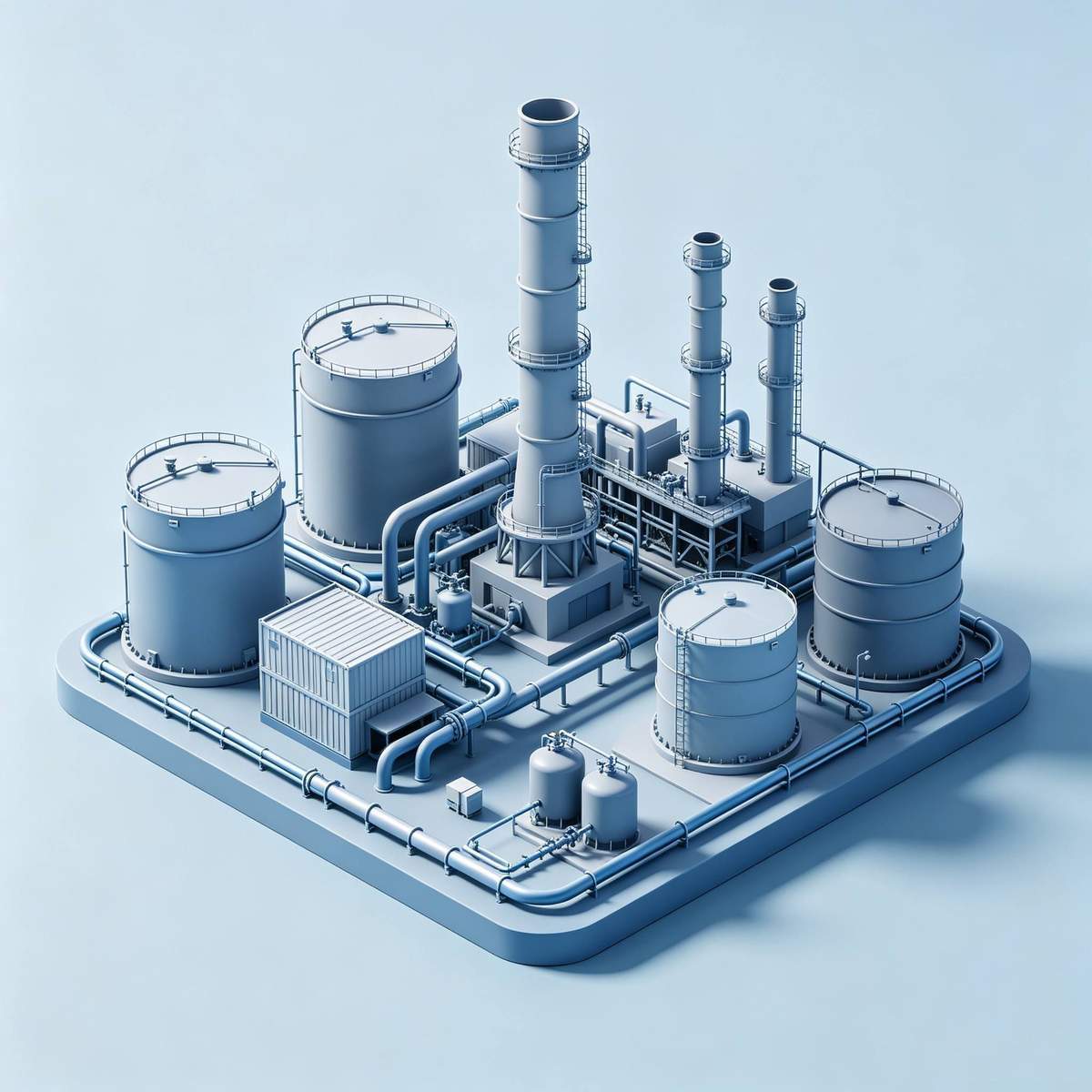
Petrochemical
In petrochemical production, sensors are used to monitor pressure, temperature, and liquid level of key equipment, ensuring safe and stable operation
Learn More →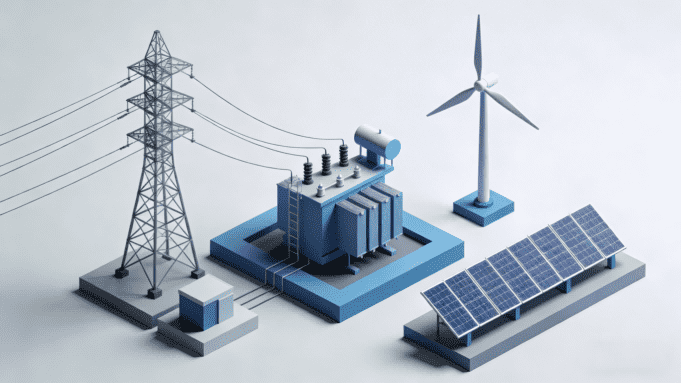
Energy & Power
In energy and power systems, sensors are used to monitor various parameters of energy production, transmission, and consumption
Learn More →
Agricultural IoT
In smart agriculture, sensors are used to monitor environmental parameters such as temperature, humidity, and soil moisture in greenhouses and farmlands, enabling precision cultivation and water-saving irrigation
Learn More →Industrial Automation
The Perceptual Nervous System of Smart Factories
In the field of industrial automation, sensors serve as the "eyes" and "ears" of smart factories, real-time monitoring various production parameters and providing accurate data support for control systems. From position detection on production lines to equipment status monitoring, from environmental parameter control to product quality inspection, sensor technology is everywhere.
Main Application Scenarios:
- • Production line automation control
- • Equipment status monitoring and predictive maintenance
- • Product quality inspection and traceability
- • Factory environment monitoring and control
- • Logistics and warehouse automation
Petrochemical
Reliable Monitoring for Industrial Safety
In the petrochemical industry, production environments often involve high temperature, high pressure, flammable and explosive conditions. Sensors are widely used for real-time monitoring of key parameters such as pressure, temperature, and liquid level in reactors, pipelines, storage tanks and other equipment, providing reliable data support for production safety and process control.
Main Application Scenarios:
- • Chemical reactor pressure & temperature monitoring
- • Oil & gas pipeline transportation monitoring
- • Storage tank liquid level and safety monitoring
- • Refinery process parameter control
- • Natural gas station pressure regulation

Energy & Power

The Core of Smart Energy Management
In the energy and power field, sensor technology is used to monitor and optimize various aspects of energy production, transmission, and consumption. From equipment status monitoring in power plants to grid load management, from renewable energy generation monitoring to smart home energy consumption management, sensor technology provides important support for efficient energy utilization and sustainable development.
Main Application Scenarios:
- • Power plant equipment status monitoring
- • Grid load management and fault detection
- • Renewable energy generation monitoring
- • Energy storage system status monitoring
- • Smart grid demand response
Agricultural IoT
Precision Cultivation, Data-Driven Farming
In smart agriculture, sensors play a vital role in environmental monitoring and precision irrigation. From greenhouse temperature and humidity control to soil moisture monitoring, from weather station data collection to water-saving irrigation system pressure regulation, sensors help farmers improve crop yield and quality while reducing water and energy waste.
Main Application Scenarios:
- • Greenhouse temperature & humidity monitoring
- • Soil moisture & salinity monitoring
- • Irrigation system pressure control
- • Agricultural weather station data collection
- • Storage environment monitoring for agricultural products

Successful Application Cases
Our sensor solutions have been successfully applied in multiple fields, creating significant value for our customers
 Industrial Automation
Industrial Automation
A Large Automobile Manufacturer
Provided a complete sensor solution for the customer, enabling intelligent monitoring and control of the production line, improving production efficiency and product quality.
 Petrochemical
Petrochemical
A Chemical Plant
Provided pressure and temperature monitoring solutions for the customer's reactor and pipeline system, achieving real-time process parameter monitoring and alarm, improving production safety and stability.
 Energy & Power
Energy & Power
A Large Power Plant
Provided temperature and pressure sensors for the customer to monitor the operating parameters of boilers and turbines, improving power generation efficiency and equipment reliability.
Technical Advantages
High-Precision Measurement
Adopting advanced sensor technology to provide high-precision measurement data, meeting the needs of various application scenarios
High Reliability
Through strict quality control and testing, ensuring sensors can work stably in various harsh environments
Intelligent Diagnosis
Built-in intelligent diagnosis function, real-time monitoring of sensor status, predicting potential failures
Easy Integration
Standardized interfaces and protocols, easy to integrate with various control systems and equipment